
Ех, знали б ви, скільки я спалив доріжок, транзисторів та діодів, поки навчився самостійно паяти в дитинстві без наставника. Мені було цікаво освоювати ремонт побутової техніки самому, а гарного наставника та й інтернету тоді в мене не було.
Я нічого не знав про каніфоль: що це таке та як їй користуватися. Тому наробив дуже багато помилок. Ви не повинні їх повторювати. Написав статтю з цієї теми. Читайте та ділитесь своєю думкою.
Історичною назвою каніфолі стало словосполучення «колофонська смола» завдяки стародавньому грецькому місту Колофон. У ньому дуже цінувалася хороша музика, а музиканти натирали їй смички та струни.
В основу складу каніфолі входять суміші природних карбонових кислот із їх ізомерами.
За зовнішніми ознаками вона виглядає крихкою аморфною речовиною, що має характерний злам з раковинами, і блищить подібно до скла. Її відтінки: від яскравого світло-жовтого до темного червоного кольору.

Електрики здавна використовують її при паянні як флюс для з’єднання металів. Споживчі властивості цієї речовини сильно залежить від способів її отримання.
3 методи промислового виготовлення каніфолі і як вони впливають на якість паяння
Виробниче отримання каніфолі здійснюється одним із трьох способів:
- Термічною переробкою живиці (народна назва смоляного соку від хвойних дерев: сосни, модрини, кедра) з метою випарювання з неї води зі скипидаром. Отримані напівпрозорі тверді шматки очищають хімічними речовинами.
- Подрібненням на механічному обладнанні хвойної деревини до найдрібніших частинок і екстракцією (вилученням смол) спеціальними розчинниками (екстрагентами), які не змішуються зі смолами.
- Перегонкою талового масла, що виділяється як відходи під час виробництва целюлози та паперу.

Спосіб виготовлення каніфолі та її сировину закладають у її назву. Наприклад, галова, екстраційна, соснова або гарпіус. По ньому, як і за кольором, можна вже судити, користуючись вторинним методом, якість продукту.
Найсвітліша жовта каніфоль найкраще підходить як флюс для паяння, а темніша працює гірше, залишаючи більший нагар на жалі паяльника.
Склад та фізико-хімічні властивості: на що звертати увагу
Будемо використовувати науковий підхід. Для цього спочатку звернемося до вимог державного стандарту за характеристиками каніфолі, як продукції, що випускається, а потім — на виробничі можливості технологічного обладнання її виготовлення різними способами.
Технічні вимоги до якості каніфолі та поділяє її на три сорти за споживчими показниками:
- вищий;
- перший;
- другий.
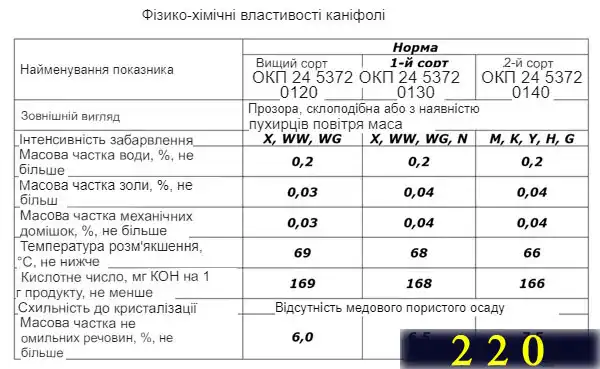
У той самий час промисловість здатна забезпечити лише такі характеристики якості під час виробництва трьома переліченими вище способами.

У живичні каніфолі практично відсутні жирні кислоти, застосовувати які часто неприпустимо при виконанні певних операцій. А екстракційний склад може містити до 10%.
Корисні властивості каніфолі
Для практичного застосування у домашній майстерні слід враховувати такі якості колофонської смоли:
- високі діелектричні властивості, які дозволяють у ряді випадків після паяння не видаляти залишки флюсу на деталях, що спаюються. Винятком є відповідальні з’єднання на мікрочіпах точної електроніки;
- добре розчинення такими органічними розчинниками, як ацетон, бензин, спирт, хлороформ, ефір;
- не розчиняється у воді;
- температура плавлення коливається від 50÷70 до 130 градусів в окремих сортів. Вона залежить від вихідного матеріалу, з якого виробляється, та способу отримання;
- основну частину смоляних кислот, а це близько 90% усієї маси, становить корисна абієтинова кислота;
- навіть великі шматки досить просто розділяти і подрібнювати найпростішими механічними інструментами;
- термін придатності майже нічим не обмежений.
Домашньому майстру корисно знати, що крім паяння цю речовину використовують:
- у процесі виготовлення великого асортименту фарб чи лаків;
- під час виробництва пластмас;
- для обробки струн та смичків на музичних інструментах;
- як порошок для натирання підошв біля балетного взуття або забезпечення гарного хвату долонями у гімнастів на спортивних снарядах;
- як ефективний засіб, що створює димові завіси при постановках у театрі та кіно.
2 технічні прийоми, які псують корисні властивості каніфолі для паяння
Зверніть увагу на:
- Температуру нагріву тиснула паяльника, яке має надійно розплавити флюс, але не перепалити його. Інакше відбувається підвищена освіта диму. З продуктів згоряння утворюються тверді частинки. На деталях, що з’єднуються, утворюється нагар. Спостерігати цей процес можна за утворенням шару сажі на паяльнику, перетворення світлого кольору колофонської смоли в темно-бурий.
- Хоча каніфоль і не розчиняється у воді, але має певну гігроскопічність. При зберіганні в неопалюваних вологих приміщеннях вона може увібрати вологу, що значно погіршить її застосування як флюс.
Просте пояснення технології паяння з наукового погляду: що роблять флюси
Під пайкою прийнято розуміти технологічний процес безроз’ємного з’єднання різних деталей за рахунок введення між ними іншого металу з нижчою температурою плавлення (припою), ніж у елементів, що з’єднуються.
При цьому з’єднання створюється за рахунок утворення міжатомних зв’язків між матеріалами при їх нагріванні меншому, ніж температура власного плавлення. Рідкий гарячий припій затікає в зазор між деталями, заповнює їх, а при подальшому охолодженні кристалізується і міцно схоплює.
Припій у рідкому стані взаємодіє з основним металом. В результаті між ними створюються перехідні процеси, що утворюють тверді розчини та інтерметалоїди.
Вони забезпечують адгезію (прилипання) частин, що з’єднуються. Треба знати, що у якість і міцність створюваного контакту впливає його величина. Товстий шар інтерметалоїдів має підвищену крихкість, легко руйнується.
На адгезію також сильно впливає чистота поверхонь припою та деталей, що з’єднуються. Бруд, корозія, мінеральні домішки, олії, жири не дозволяють якісно поєднати деталі.
Тому їх до паяння очищають різними способами, а при нанесенні припою використовують флюси – хімічні речовини або їх суміші, здатні видаляти шари оксидів з поверхонь деталей, що спаюються. При цьому вони додатково:
- знижують поверхневий натяг розплавленого припою;
- покращують його розтікання утвореними зазорами;
- захищають від впливу зовнішнього середовища, оберігаючи від початку утворення окисних процесів.
Каніфоль є універсальним флюсом, добре підходить для спаювання більшості металів, окрім сталі, чавуну, алюмінію. Завдяки своїй універсальності її здавна застосовують при домашньому ремонті та у невеликих майстернях.
Однак паяння деталей у виробництві промислових масштабів вимагає якіснішого дотримання технології, точного підбору характеристик флюсу. З цих причин колофонської смолою користуються рідше, а кожної технології застосовують свої спеціально підібрані флюси.
Види флюсів з каніфолі для паяння: 3 склади для різних ситуацій
Каніфоль для спаювання металів використовують у різних фізичних станах. Вона випускається промисловістю в:
- твердому кристалоподібному стані;
- спеціальним рідким розчином;
- у вигляді гелю.

Кожен з цих типів має свої особливості у застосуванні, гідності та недоліки.
Колофонська смола в кристалоподібному стані застосовується здавна, користується популярністю, добре зберігається, проста у користуванні. Однак паяльнику необхідно сформувати точні практичні навички, вміти грамотно дотримуватись пропорцій при нанесенні такого флюсу у важкодоступних місцях.
Рідкий флюс на основі спиртового розчину має більш універсальні здібності. Він добре підходить для спаювання деталей різних розмірів як великих, так і дрібних. Правильну пропорцію тут дотриматися простіше, а його нанесення на метали здійснюється простим пензликом.
Подібний розчин легко зробити самому на основі концентрованого медичного чи технічного спирту та подрібненої у дрібний порошок каніфолі. У скляну баночку заливають рідину та засипають порошок. Співвідношення приблизно 70/30%.
Все перемішуємо і ставимо у тепле місце для розчинення. Періодично перевіряємо та струшуємо. Можна трохи досипати порошку за потреби. Час остаточної готовності – кілька годин, але користуватися розчином можна і раніше.
Каніфоль-гель має в’язку консистенцію. Такою речовиною просто покривати поверхні, що обробляються. Їм зручніше користуватися у важкодоступних місцях. Точніше дотримується дозування флюсу. До того ж гель не так швидко висихає, як спиртові розчини. Гель більш технологічний, ніж тверді кристали.
Як паяти паяльником з каніфоллю: 2 методики користування флюсом
У принципі технологія паяння завжди має спільні риси. Відмінності полягають у особливостях застосування флюсу.
До початку моменту спаювання необхідно підготувати робоче місце, інструмент та матеріали, що з’єднуються. Завжди звертайте увагу на чистоту жала паяльника, не допускайте утворення нагару та сажі на ньому.

3 поради по боротьбі з нагаром та сажею
Якщо не розглядати дорогі паяльні станції, то зараз можна зустріти два види паяльників:
- старі радянського типу з мідним наконечником;
- сучасні з велерівським жалом із нікелевого покриття.
При неправильному поводженні нагар може утворитися на будь-якому. Однак у першому випадку достатньо взяти напилок або надфіль з дрібним насіканням і просто зачистити їм метал міді до чистого шару. Коли жало знімне, то його краще злегка прокувати на ковадлі: стане щільнішим поверхневий шар.
Далі такий паяльник починають нагрівати, але, не доводячи до робочої температури, його злегка змащують каніфоллю і, поки він прогрівається, водять припоєм, щоб добре залудити.
У другому випадку чинять інакше, бо механічне очищення навіть лезом ножа здатне пошкодити зовнішню поверхню нікелевого покриття. У ньому утворюватимуться мікротріщини, почнеться процес розчинення ядра жала.
Найбезпечніший у цьому випадку інший спосіб: забруднений наконечник паяльника прогрівають до високої температури близько 450÷480 градусів близько п’яти хвилин. За цей час весь нагар просто вигорить. Потім дають можливість охолонути при температурі 280°.
Після цього треба взяти звичайний целюлозний олівець, яким чистять підошву прасок, і занурити в нього жало з подальшим обробленням у спеціальному активаторі. Якщо ж його немає, то просто обробити паяльною губкою. Остання має бути просочена не звичайною водою, а водяною гліцериновою сумішшю із співвідношенням 7/3, де 7 частин відводяться гліцерину.
Чистота жала паяльника – перша необхідна умова забезпечення якісного паяння.
Тут же важливо правильно підібрати паяльник за потужністю, бо кожен вид призначений для з’єднання металів різних обсягів і габаритів. При цьому врахуйте:
- Потужні моделі добре створюють високий нагрів деталей, що з’єднуються, але вони легко перепалюють малогабаритні електронні деталі і доріжки плат.
- Низькуваті паяльники використовують при точному паянні малопотужних транзисторів і мікросхем, але ними неможливо нормально прогріти дроти.
Я ж віддаю перевагу трансформаторним паяльникам: мабуть позначається сила звички та необхідність працювати у різних місцях. З радянських часів використовую заводський паяльник Момент.

Навіть, на основі методики простого розрахунку трансформатора , зробив
його більш потужний аналог на 100 Вт.

Він трохи важкуватий, але для спаювання проводів 2,5 квадрата підходить ідеально, а тонкі мідні наконечники, що перегорають, роблю сам. У електрика такий вихідний матеріал завжди є під рукою.
Нагрів наконечника відбувається швидко. Він регулюється тривалістю включення кнопки на рукоятці, що дозволяє контролювати процес візуально з димоутворення від каніфолі.
Найчастіше домашнього майстра рятують регулятори температури жала паяльника, які можна зробити своїми руками з доступних деталей або придбати в магазині.
Став часто спостерігати, що багато радіоаматорів стали користуватися простими димерами, призначеними для регулювання освітлення.

Тільки підбирають їх навантаження і обмежують величину вихідної напруги в межах від 150 до 220 вольт.
У всіх випадках паяння необхідно подбати не тільки про чистоту жала паяльника, але не забути про якість поверхні деталей, що з’єднуються. Мінеральні та органічні забруднення, вологу – видалити, а після очищення майбутні контактні з’єднання необхідно окремо залудити.
Особливості паяння твердим флюсом
Цей варіант сприймається як класична схема паяння. Її можна уявити за п’ять кроків.
Крок №1. Підготовчий етап.
Хоч би який поспіх був, завжди починайте з обладнання робочого місця, забезпечення правил безпеки та підготовки інструменту. Заздалегідь продумайте стаціонарне фіксування проводів та деталей, що з’єднуються.
Пам’ятайте, що закріплений з одного боку провід працює як пружина і при випадковому натисканні на кінець паяльником відкинути розплавлений припій в око. Користуйтеся захисними окулярами, не паяйте навісом.
Тверду каніфоль зручно тримати у спеціальній бляшанці, яка показана на фотографії мого радянського паяльника. Про чистоту жала і поверхонь, що спаювалися, я вже загострював увагу вище.
Крок №2. Лудіння поверхонь, що з’єднуються
Процес зводиться до покриття зачищених мідних жил та контактних майданчиків тонким шаром припою.
Для цього починають нагрівати паяльник і його наконечник занурюють у тверду каніфоль. Вона плавиться і змочує жало, очищаючи його додатково. Одразу ж швидко торкаються припою. Він перетворюється на рідкий стан, а невелика крапелька прикріплюється на кінці наконечника.
Її переносять на очищений контактний майданчик, швидко прогрівають коливальними рухами та прибирають паяльник убік. Припій охолоджується та твердне.
Якщо необхідно залудити звичайний кінець дроту, його можна просто прогріти паяльником в баночці з каніфоллю, а потім обробити припоєм.
Процес необхідно виконувати швидко, вкластися буквально за кілька секунд. Правильно залужена поверхня виділяється однорідним кольором чистого олова, вкрита тонким рівним шаром.
Нові електронні деталі зазвичай завжди залужені на заводі. Їм додаткова обробка припоєм не потрібна.
Крок №3. Фіксація деталей
Елементи, що підлягають спаюванню, необхідно чітко з’єднати та надійно зафіксувати, виключити їхнє випадкове зміщення. З цією метою використовують невеликі лещата, пінцети, гострогубці.
Зручно користуватися спеціальним пристроєм, який отримав назву «третя рука».

Існує багато варіантів його заводського виконання та саморобних конструкцій.
Крок №4. Безпосереднє паяння
Підготовлені деталі з’єднують та прогрівають паяльником з краплею припою, а потім швидко відводять його, забезпечуючи природне охолодження.

Працюємо швидко, пам’ятаємо про правило двох секунд.
Крок №5. Перевірка якості та заключні операції
Створену спайку необхідно візуально оглянути, перевірити з’єднання деталей на механічну міцність легким просмикуванням. Поверхня застиглого припою не повинна мати шорсткості, пор.
На цьому етапі багато працівників вважають процес закінченим, що є неправильним. Необхідно видалити сліди флюсу, що залишився, з поверхонь і доріжок.
Справа в тому, що каніфоль, будучи хорошим діелектриком, має гігроскопічність. Волога ж, ввібрана їй, порушує ізоляційні властивості. У результаті відповідальних ділянках мікросхем і малогабаритних електронних плат можливі струми витоків. Вони призведуть до збоїв у роботі мікропроцесорних пристроїв.
Та й зовнішній вигляд пропаяної ділянки зміниться, стане акуратнішим, сховаються сліди ремонту.
Видаляють залишки флюсу з доріжок спиртом. Він розчиняє підтікання, після чого оброблене місце протирається сухою чистою ганчірочкою.
У продажу можна зустріти трубчастий припій у вигляді прутків з каніфоллю, розташованої у внутрішніх порожнинах. Такий матеріал скорочує час паяння, зручний у роботі.
Як паяти розчиненою та гель-каніфоллю
Технологічний процес практично повторює попередній метод. Тільки в ньому використовується рідкий флюс, що диктує особливості:
- Спиртовим розчином або гель-каніфоллю спочатку покривають очищені контактні майданчики для лудіння.
- Обробляють їх розігрітим паяльником з краплею припою, забезпечуючи рівномірне тонке покриття.
Залужені деталі міцно з’єднують і пропаюють, як описано вище.
Старий перевірений прийом: вправа для освоєння якості паяння від досвідчених
Перевірити свою майстерність та вдосконалити практичну навичку може будь-яка людина. Для цього знадобиться паяльник із підготовленим робочим місцем та шматочок мідного дроту від електропроводки.
З нього нарізається 12 відрізків однакової довжини порядку кількох сантиметрів. Вони служитимуть ребрами кубика. А його потрібно спаяти та перевірити на міцність невеликим зусиллям стиснення у долоні.
Поширені запитання
Чому без каніфолі важко зробити якісне паяння навіть початківцю?
Каніфоль виконує надзвичайно важливу роль у процесі з’єднання металів. Без неї поверхня залишається забрудненою оксидами, і припій просто не прилипне до металу. Початківці часто помилково вважають, що головне — нагріти метал і розплавити припій, але саме очищення та захист поверхні флюсом визначає, наскільки надійним буде контакт. Каніфоль розчиняє оксиди, сприяє кращому розтіканню припою, запобігає утворенню тріщин і робить з’єднання довговічним. Особливо це важливо при роботі з тонкими доріжками або чутливою електронікою, де будь-яка помилка може призвести до пошкодження плати. Якщо ви хочете дізнатися більше про безпечне підключення складної техніки до мережі, зверніть увагу на розділ підключення плити..
Як вибрати якісну каніфоль для побутового використання?
Існує кілька ознак, за якими легко відрізнити хорошу каніфоль від неякісної. Насамперед звертайте увагу на колір — світло-жовта прозора каніфоль вважається найкращою для паяння. Вона плавиться рівномірно, не залишає багато нагару і не димить надмірно. Темні сорти можуть свідчити про домішки або старіння матеріалу. Важливо також вибирати продукт із позначенням сорту — вищий сорт забезпечує найкращу чистоту та ефективність у роботі. Домашнім майстрам бажано уникати екстракційних сортів з великим вмістом жирних кислот. Якщо у вас є сумніви щодо вибору інструменту для паяння, перегляньте корисну інформацію в розділі як вибрати паяльник.
Чи завжди потрібно очищати залишки каніфолі після паяння?
Все залежить від того, з якими елементами ви працюєте. Якщо це звичайні дроти чи з’єднання в побутовій електриці, залишки каніфолі можна залишити — вони мають хороші діелектричні властивості й не шкодять. Але якщо мова йде про мікросхеми, точну електроніку або поверхні, які будуть піддаватися механічним чи вологим впливам — залишки потрібно обов’язково видалити. Для цього використовують спирт, бензин або спеціальні розчинники. Ігнорування цього правила може призвести до корозії контактів, зниження провідності й передчасного виходу з ладу пристрою. Додаткові поради про роботу з делікатними схемами можна знайти у статті ремонт розеток.
Яких помилок при роботі з каніфоллю слід уникати, щоб не зіпсувати результат?
Основна помилка — перегрів. Багато новачків тримають паяльник надто довго або вибирають надмірно високу температуру, що призводить до перепалення каніфолі. У результаті утворюється темний нагар, що не лише псує зовнішній вигляд, а й шкодить якості з’єднання. Друга типова помилка — робота з вологим флюсом. Хоч каніфоль не розчиняється у воді, але вона гігроскопічна, тому при зберіганні у вологих приміщеннях може вбирати вологу, що значно погіршує її властивості. Ще одна помилка — використання неочищеної поверхні перед паянням, коли флюс не справляється зі своїм завданням. Щоб уникнути проблем, майстер повинен завжди працювати в контрольованих умовах і дотримуватись простих правил техніки. Якщо вам цікаво, як правильно забезпечити електробезпеку під час роботи з проводкою, раджу ознайомитись із розділом електромонтаж.